Automotive component and systems manufacturer voestalpine Polynorm B.V. has begun employing radio frequency identification readers on an overhead crane to track up to 8,000 press tools that the crane transports within its warehouse and assembly plant in Bunschoten, the Netherlands. The system ensures that the company has visibility into the location of every tool when it is needed for product manufacturing, thereby preventing production delays that could otherwise result from having to manually search for the large tools.
Voestalpine Polynorm produces auto parts for new custom car body orders, as well as replacement parts for existing vehicles. For instance, the company manufactures vehicle hoods from large sheets of metal. Up to six actions are undertaken for a single car hood, including drawing, cutting and pressing. The outer and inner portions of the hood each require five or more operations. The support parts for that hood—of which there are about six—also require large tools to press and cut them. Altogether, the factory may use 20 different tools, each weighing up to 30 tons, to make a single hood.

In total, the company utilizes about 8,000 press tools that are transported to and from the warehouse for use during manufacturing processes. The plant operates six different assembly lines to make the products, and a press tool could be required on any of those six lines at any given time. Work is performed quickly. One customer may order a series of 100 custom-made parts for new vehicles daily, as well as 100 spare parts each month.

Storage of the large, heavy press tools is a major issue, the company reports. In addition to storing those goods, moving them from one of six production lines to another requires a great deal of logistical planning. Until recently, those presses were tracked via handwritten paper cards on which was written the most recent location where the tools were taken. This could be a time-consuming task, since a warehouse operator would need to locate the tool, ensure that it was the right one and track the item down, based on handwritten records, in the event that it was not found where expected.

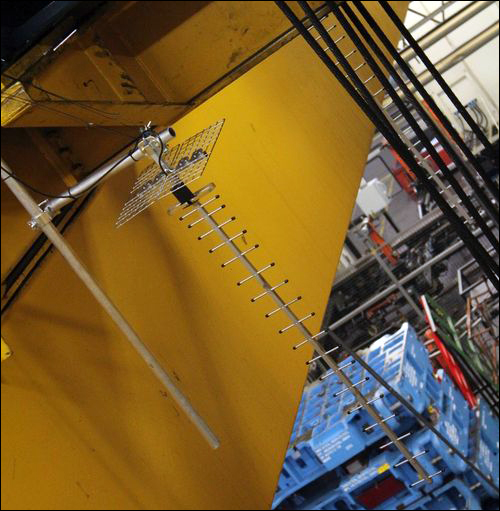
A team of employees, consisting of Volker Ruitinga, Peter Altena and Bert Koelewijn, developed the solution approximately one year ago, with help from a Dutch service provider. The team began applying passive EPC Gen 2 ultrahigh-frequency (UHF) RFID tags to the front or top of each tool. The company also attached tags to its warehouse aisles and production lines, in order to help identify locations. In software running on a company-owned server, each tag’s ID number is linked to information about the tool or location to which it is attached. The team equipped a single crane with three UHF RFID readers and antennas, to interrogate tags in front of and on both sides of the crane. They interrogated tags from as far away as 15 meters (49 feet), which is the height of the ceiling and, therefore, the greatest possible distance between the crane and the tags.
Once the crane starts moving, its reader begins capturing the IDs of all tags within range, then forwards that data to software running on the company’s server, via a Wi-Fi connection. The software interprets that information and determines where the crane and tools are located, based on which tags are read. The software identifies changes in the tools’ locations, updating the status of each tool moved. Operators can then use the software to learn the location of each tool that will be required for that day’s work.
The system also knows where the crane deposits a tool, based on the location at which the reader ceases reading that item’s tag, indicating that the tool has been left behind. In addition, errors are prevented; the system knows that the correct tool is being transported to the assembly line, thereby ensuring that no tool needs to be sent back and replaced due to a mistaken part being selected.
Operating an RFID system within a highly metallic environment proved challenging for the company. The signals transmitted bounce off every tool, voestalpine reports. Throughout its one year of development and testing, the company tested a variety of RFID tags and readers, and ended up choosing a custom-made tag, reader and antenna to provide a reliable read rate.
Since the RFID system was taken live, the company reports, it has saved man-hours by requiring less search time for each tool. What’s more, it provides analyses of which tools are used, as well as when and how often. The company plans to install readers and antennas on all of its other cranes in autumn of this year.