Duferco Farrell Corp. operates a plant in western Pennsylvania where it fabricates huge steel slabs, weighing between 24,000 and 53,000 pounds, into the specific grade, size and chemical makeup requested by customers. The slabs are heated and rolled into coils, sometimes 4 or 5 feet wide. The coils often need to undergo other production processes, including being cleaned or coated with a finish. The coils are then transported by truck or rail to industrial customers for the manufacture of automobiles, roofs and a variety of other products.
To keep track of some 6,000 different steel coils at any given time, plant workers use grease pencils to write the customer number and other data on the coils.
|
 |
When workers need to find a specific order, they climb on top of the coils and look for the numbers, then direct an overhead crane to pick up the steel and move it to the next stage of production. Sometimes the coils that have to be moved to locate a specific order are misplaced, and occasionally workers slip off the coils and are injured.
In October 2007, Duferco piloted an RFID solution to eliminate the time workers spend searching for coils and reduce on-the-job accidents. The coils were identified with passive RFID tags containing customer order numbers, and an ultrawide-band (UWB) real-time location system (RTLS) from Germantown, Pa.-based Multispectral Solutions was installed in the plant.
An overhead crane was fitted with an RFID interrogator to read the tags on the coils, and the crane itself was tracked using the UWB RTLS. When the crane moved a coil into storage, the coil ID number and the storage location were both captured and coordinated in a database so plant workers knew where each coil was located.
Concept2Solution, the enterprise mobility solution provider that designed the RFID pilot, is now working with Duferco on a production-grade deployment of this technology. “They need to know where their customer orders are at all times,” says Joe Franz, vice president of sales for Coraopolis, Pa.-based Concept2Solution. “If they make a mis-shipment of an order, that could be a $40,000 mistake.”
Duferco is one of a growing number of manufacturers in a wide range of industries adopting RFID to gain efficiencies and remain competitive. Companies are using RFID to track work in process, manage assets more effectively, and reduce errors in factories and shipments to customers. In addition, RFID is increasingly seen as a way to help manufacturers cut production downtime, ramp up or slow down production depending on demand, and move to just-in-time parts inventories.
|
|
In the global marketplace, it’s even more imperative for manufacturers to find that competitive edge, because there’s always another producer of goods in a lower-cost region of the world waiting to compete for business. “Almost everywhere in the world, people who design manufacturing facilities are struggling with this issue,” says Michel Baudin, president of the Manufacturing Management & Technology Institute (MMTI) in Palo Alto, Calif., who has consulted with clients such as Boeing, Dell Computer, Honda and Unilever over the past 20 years. “If we’re in France, how can we compete against China? If we’re in China, how can we compete against Vietnam?”
Given the complexities of today’s manufacturing environment, it should come as no surprise that manufacturer interest in RFID is, for the most part, unrelated to retailer or government mandates to tag goods. “I’m seeing more interest in the commercial industrial space—places that aren’t where most of the companies adopting the EPC-based technologies are,” says Scott Denholm, senior manager of business development for the RFID manufacturing group at Motorola. Manufacturers in chemicals, textiles, raw materials and other business-to-business industries aren’t looking to track goods through the supply chain, although that may come in the future.
Instead, says Denholm, they are interested in closed-loop applications within a factory or plant that will produce a quick return on investment. “We encourage them to pick that as their beachhead and then look at the other operations downstream from that,” he says. “Then what you end up with is a multiyear plan for a manufacturer for how to take advantage of the technology and how to scale it up in their facility.”
Tracking Work in Process
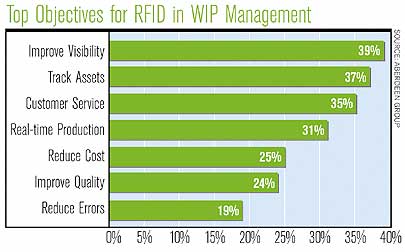
Surveys conducted in 2007 by the Aberdeen Group, a Boston-based market research and consulting firm, found that more than one-third of the businesses using RFID are doing so to improve the cost, safety and reliability of managing work in process (WIP) during manufacturing. WIP involves tracking a product through each step, assembly station and process involved in the manufacture of goods. In some cases, such as the manufacture of motorcycles or heavy machinery, assembly is split up into numerous subassemblies; engines or carburetors, for example, are built separately and added to the product on the main assembly line.
Tracking WIP with RFID has several advantages. Manufacturers can analyze their processes segment-by-segment to ensure that the right parts are delivered at the right time to the right assembly point, cutting downtime on their manufacturing line. It also allows manufacturers to know exactly how many goods are in the production cycle—and where they are in that cycle—so they can better control their inventory of finished products. And the motivation for many manufacturers to opt for RFID WIP systems is to ensure quality control; by tracking parts through the assembly process, they have a record of each part added and can make sure each step was carried out correctly.
|
|
“The whole idea is to build things right the first time,” says Andy Bennett, an RFID solutions consultant at HK Systems, a Milwaukee-based RFID solutions supplier that has worked with clients such as Caterpillar, the construction and mining equipment manufacturer, and Harley-Davidson, the motorcycle manufacturer, on RFID WIP programs. “In a lot of these assemblies, if you find out about a problem after an assembly is done, it’s more expensive to fix it. Now you have to tear apart what you’ve already done.”
RFID WIP systems can also lead to cost savings. Procurement executives often maintain higher levels of stock than necessary to avoid having to shut down a line because of lost or misplaced parts. “You can be making a multimillion-dollar widget on a production line and then find out you just ran out of 5-cent nut bolts and screws,” says Motorola’s Denholm. “Now you have $35- to $40-an-hour employees sitting around doing nothing because you ran out of screws.”
Hewlett-Packard realized several benefits after it deployed an RFID WIP system to analyze the processes used to manufacture and distribute printers at its Brazilian operation near São Paulo (see Best RFID Implementation: Keeping Tabs on Printers). HP Brazil has been able to reduce dwell times—how long a product stays at any one station on the assembly line—and the time a piece of inventory stays in a temporary storage area. Since the system went into full production in August 2006, HP Brazil estimates that it has been able to reduce its printer inventory in the supply chain by 17 percent and says it is now closer to perfect order fulfillment.
“The big point here is that the traditional ways of controlling downtime in manufacturing were not capable of doing the same level we could do with RFID,” says Marcelo Pandini, manager of RFID and business development at HP Brazil. Those traditional ways included bar-code tracking and shop-floor control software, in which supervisors manually entered data about labor costs and production on the assembly line. “At the end of the day,” Pandini says, “this [RFID] information is helping to give me a clear understanding of what works to reduce downtime and keep the manufacturing line producing more hours of the day.”
Managing Assets
In the Aberdeen Group surveys, manufacturers that were using RFID ranked managing assets just as important as tracking WIP, and managing raw materials ranked third. The reason is that, as in the case of Duferco and the tracking of steel coils, a lot of labor time is eaten up in having to search for finished goods or goods that are being processed, misplaced parts or raw materials, tools and equipment. “Asset tracking certainly came out as one of the top objectives for RFID initiatives in manufacturing,” says Russ Klein, Aberdeen vice president and senior analyst. “It’s either raw materials or it’s finished goods. Sometimes it’s tools and equipment.”

Some manufacturers, such as automakers Ford and Nissan North America, track parts to make sure the right supplies get to the right stations on the assembly line. Others track expensive reusable containers, to avoid having to continually replace them or buy more than they need. Scottish Courage Brewery, one of the largest beer producers in the U.K., found that its RFID system reduced lost kegs. European aircraft manufacturer Airbus is using RFID at its facility in Hamburg, Germany, to reduce the number of reusable containers it needs to bring cabin carpeting and seats to the assembly line, as well as to track tools used by workers. French food manufacturer Benedicta Group and department store Carrefour are participating in BRIDGE (Building Radio Frequency Identification Solutions for the Global Environment), a project funded by the European Union, to track returnable crates and other reusable items used in transporting foods to see if RFID can help the companies comply with European health and safety regulations.
Manufacturers also are using RFID for downstream visibility, to track finished goods to the warehouse so they could be shipped on a first in, first out (FIFO) basis. Two European paper manufacturers—Holmen Paper in Sweden, and Stora Enso in Belgium—are testing RFID to track large reels of paper as they leave mills and arrive at warehouses. HP Brazil uses RFID to track printers from the manufacturing facility to the warehouse, so it can ship printers on a FIFO basis.
“For finished goods, there are really two kinds of tracking,” Klein says. “One is if there is a warehouse in the enterprise, the right goods get to the right warehouse.” The other goal is to gain forward visibility into demand by determining when goods ship, which can help a manufacturer modify production depending on surplus inventory or out-of-stock situations.
Reducing Errors
Manufacturers that automate previously human-based tracking processes—such as bar-code scanning or using grease pencils to mark customer order numbers on products—are finding they can reduce costly errors in supply receipt, production and order fulfillment. “In a lot of manufacturing, the most expensive portion of your business is handled by some of the least-paid employees you have,” says Motorola’s Denholm. Truck drivers, warehouse workers, forklift drivers and others can sometimes misplace shipments of supplies, which can force a production line to shut down or require a plant to reorder the same goods.
Lexar Media, a Fremont, Calif., manufacturer of NAND flash and DRAM products, started using RFID a few years ago in response to Wal-Mart’s mandate to top-tier suppliers to RFID-tag cases and pallets of goods destined for the retailer’s distribution centers. The company subsequently integrated RFID data with its warehouse management system to gain visibility into its distribution operations—and that reduced errors in order shipments to customers.
“They were able to receive 100 percent accuracy in shipping by [RFID] tracking at the case level,” says Denholm, whose company, Motorola, helped develop the solution for Lexar Media. “They were able to improve shipment accuracy, improve customer satisfaction level, and improve throughput by tracking through the dock doors. Ultimately, it also led to improvement in warehouse labor efficiency and productivity, and faster invoicing cycles.”
In addition, RFID is helping manufacturers ship higher-quality products and ensure the accuracy of product contents. This engenders customer loyalty and helps prevent costly product recalls. By tracking and testing products on a WIP basis, a manufacturer can pull certain products that contain a faulty component before they get shipped to customers. “Quality control is a big reason it’s being used,” says Bill Bulzoni, director of RFID development for Zebra Technologies, which works with HP. “The main driver is cost reduction and accuracy.”
In the event faulty products are shipped, RFID tracking of products can help a manufacturer pinpoint certain lots of goods that have to be recalled, instead of recalling all the goods manufactured in a certain facility during a particular time frame. “A lot of companies end up recalling more than they need to,” Bulzoni says, “because they don’t have an accurate idea what subassemblies and which components go into each individual product.”
HP Brazil is using RFID to ensure shipment accuracy. The company not only RFID-tags the printers it manufactures, but also every component that goes into a printer box—from manuals to cables. That way it knows that boxes with brochures and instructions written in Spanish or Portuguese go to countries where people speak those languages.
Other manufacturers in regulated industries, such as chemicals, food and petroleum, are using RFID to validate quality and help meet regulatory or industry requirements. Last fall, Tejas Tubular Products, a Houston–based manufacturer of drill pipes and other products for the oil industry, started RFID-tagging products to provide traceability in accordance with American Petroleum Institute guidelines, which require the company to maintain a documented history of each part.
Scaling Up
Most manufacturers that are considering, testing or adopting RFID solutions in factories and warehouses are starting with one or two closed-loop applications. While standards aren’t an issue in closed-loop environments, many manufacturers are still going with EPC Gen 2 technologies, with the expectation that in the future their suppliers or customers may want to use RFID to track goods through the supply chain.
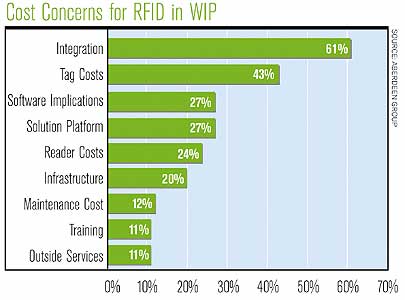
Technology vendors have surmounted many of the obstacles of deploying RFID solutions in the factory environment. Tags that raise the RFID chip off metal parts or objects have been developed, improving read rates. But one of the continuing headaches for manufacturers is the integration of RFID data into their existing back-end software systems. The problem, says Zebra’s Bulzoni, is getting the RFID system incorporated in the legacy enterprise resource planning and warehouse management systems, “and getting the data flow to work the way it should work.”
As manufacturers adopt RFID in closed-loop applications, they are increasingly realizing that the technology could help them customize products and shift production lines from one product to another. RFID has the potential to allow product differentiation with the incorporation of detailed product information on each tag that is attached to a work in process—either on a container or on the actual product.
“If you make a big engine and a small engine in a plant…you have to switch over the line if you’re going from producing a big engine to a small engine,” says MMTI’s Baudin. “RFID can help a company design a system that will identify which kind of engine you’re feeding down the line.”
RFID also has the potential to help repurpose a production line for the next run. “If you know where all the cogs and special bits are, and…how the conveyors need to be changed when you’re about to start building something different, and can get those parts in place in less time, then your factory is down for less time,” says Aberdeen’s Klein.
As manufacturers work with technology vendors to gain insights from RFID into their manufacturing processes, they are discovering other possibilities in how RFID can be used. “The next step,” says HP’s Pandini, “is if somehow RFID can help customers find the right supply [replacement parts such as ink cartridges] for the specific printer they have.”
Meanwhile, RFID is helping manufacturers reduce costs, run a leaner operation, and compete in the world marketplace. “If you could reduce the time your product stays inside the facility,” Pandini says, “it will impact your overall profit structure and help you be more competitive overall.”
RFID Vendor Practices What It Preaches
RFID technology vendors often press manufacturers to look at their internal operations for ways to gain efficiencies by tagging and tracking assets, supplies or works in process. Recently, Zebra Technologies, a maker of printer solutions based in Vernon Hills, Ill., started eating its own dog food.
Last fall, Zebra implemented the first of a three-phase RFID deployment at its label converting plant in Greenville, Wis., designed to automate receipt of supplies used to make RFID and bar-code labels and reduce inventory. Every day, the plant receives 40 to 50 pallets, each containing eight to 12 master rolls of paper and/or polyester material that it cuts and converts into adhesive labels or hang tags. Before the switch to RFID, workers had to hand-scan the bar codes on each roll, because some pallets contain a mixture of different-size or -fabric rolls.
|
|

“It’s our largest converting facility,” says Craig Fransen, Zebra’s product manager for RFID supplies. “Before deploying RFID, Zebra employees would spend roughly seven to nine man-hours daily on just receipt of these master materials, bringing them into the plant and getting them into storage or out to machines.”
To automate the process of receiving the materials, Zebra’s supplier of rolls, Avery Dennison’s Fasson Roll Division in Neenah, Wis., RFID-tags each roll and each pallet destined for Zebra’s Greenville plant. The companies also worked with Miles Technologies, OATSystems and Motorola on this project. At the plant, the RFID tags are read as the pallets of rolls are unloaded from trucks and passed through dock doors fitted with RFID interrogators. The data is automatically gathered in a database, and workers no longer have to hand-scan bar codes from each shipment.
Zebra is still working on integrating the data into its back-end warehouse management system. The company is upgrading to an enterprise resource planning software package and expects to start its second phase of the RFID rollout in the first quarter of 2008 by tying in the RFID data with advanced shipment notices it receives from Avery Dennison. That will allow Zebra to automatically receive the rolls. “When we get the advanced shipment notices from Avery in conjunction with RFID, it’s going to make the time savings come to life,” Fransen says. “We believe that at that point, we will realize a good 40 to 60 percent of the time savings we’re looking for.”
The process already has Zebra officials envisioning how other manufacturing efficiencies can be achieved through the use of RFID data. In a third phase of the RFID rollout, Fransen says, the company hopes to be able to run on a leaner basis by reducing the stock of rolls it keeps stacked in a rack system in a warehouse in Greenville while waiting to go to press. “Since Avery’s facility is close in proximity, a lot of our material can go to just-in-time inventory,” Fransen says. “Ultimately, we will have nothing go to the rack system.” That will allow the company to eliminate a stage of the manufacturing process by not having to store goods, and to make other use of its warehouse space. —E.W
Editor’s note: If you are a vendor and you eat your own dog food, we’d like to hear about it. Please send an e-mail to
[email protected] and tell us how you are using RFID internally to improve your operations. Illustration by Cambell Laird.