Radio frequency identification has long since become an important tool for controlling modern manufacturing concepts, such as order-related mass customization. For instance, there is hardly an automaker that could do without RFID in its vehicle-production processes. The demands made, however, are extremely high: maximum availability of data, with high flexibility and expandability, as well as outstanding performance. Besides technically mature components (RFID readers and transponders) and the proper selection of an RFID system (with regard to frequency, for example), addressing issues arising from the integration of automation concepts is vital to a project’s success.

For instance, checksums—cyclic redundancy check (CRC)—or redundant data management can be employed in order to detect or correct data corruption. Also feasible is redundant storage in an IT system, with automation quickly accessing the RFID transponder data at the beginning. If a production step is then performed, sufficient time remains to also save the information in a background system. Finally, a version identifier for the data structures is recommended, in order to allow a gradual changeover should the scheme be changed.Key Use Cases Must Be Fulfilled
A third aspect concerns some use cases (application scenarios) of special importance in the automation environment. The RFID systems must provide specific support for commissioning, diagnostics and maintenance, as well as enable device replacement without loss of parameters, and feature a defined startup behavior. During commissioning, users require comprehensive information regarding system status—such as transponder signal strength, the system’s detection quality, and communication check of the controller. While special PC tools can be employed during this process, diagnostics and maintenance while in operation require integration into the control systems—a human machine interface (HMI)—such as WinCC. After all, an RFID specialist cannot be called for every minor malfunction.

The backup of parameters is important whenever a device needs to be replaced (due to mechanical damage, for example). Since time is always valuable, immediate commissioning without complex reparameterization must be possible in order to avoid prolonged plant downtimes. Subsequently, an automatic and defined restart of the total system (both automation and RFID components) is necessary, including the precise resumption of production processes.
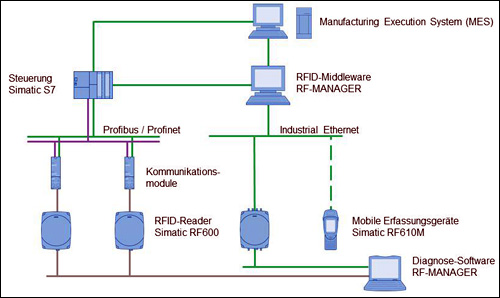
As a leading provider of automation and RFID components, Siemens has implemented many of the abovementioned requirements as system attributes. For RFID products, the portfolio extends from the compact SIMATIC RF200 system, utilizing stock high-frequency (HF) transponders, to the SIMATIC RF300—considered the fastest HF RFID system for automation—and the SIMATIC RF600 solution that enables the use of EPCglobal‘s standard in production and logistics, with a long range utilizing low-cost smart labels. All RFID systems, as well as SIMATIC code-reading systems for reading optical codes (1D or 2D), are connected to the fieldbuses by means of communication modules.For instance, modules are available for PROFIBUS, PROFINET and Industrial Ethernet, among others. The advantage of this modular concept is that the user is free to choose the correct reader for the respective task, without facing restrictions during integration. The communication modules also play an important role in the above use cases, since they—in conjunction with SIMATIC S7 controllers—control system startup and automatically reparameterize replaced devices, among other tasks.
With regard to data management, the SIMATIC architecture supports both data-on-tag and data-on-network concepts. For both short and long distances, special RFID systems are available that possess sufficiently large storage capacities. For instance, MOBY U offers up to 32 kilobytes at a range of up to 3 meters (9.8 feet). With that solution, even complex assembly processes can be controlled. At close range, the SIMATIC RF300 is the appropriate choice, since its fast read and write speeds make data access extremely fast—meeting the cycle times demanded by many applications.

On the other hand, if the data-on-network concept is pursued, the RF-Manager software forms the link between IT and automation. The transponders’ identification numbers can thus be augmented via the necessary production data from the IT systems, which are then transferred to the SIMATIC S7 controller. For this as well, Siemens supplies all network infrastructure components required by PROFIBUS, PROFINET or Industrial Ethernet—including switches such as the new SCALANCE XR500 or CP343-1 ERPC model, for connecting the automation network to the enterprise IT system.Application at Volkswagen Plant
Such architectures are in use at many companies, such as Volkswagen AG, in Hannover, Germany. The heart of the RFID application is the SIMATIC RF300 system, employed in the car body construction of the Porsche Panamera. All necessary vehicle master data is saved on credit-card-sized data media of the type SIMATIC RF360T.
The readers are connected to the SIMATIC area controllers via the SIMATIC RF180C communication module and a PROFINET network. On local HMI devices, employees can retrieve the production status at any time, and control the plant if necessary. The RFID application in use at the Volkswagen plant is running reliably and trouble-free across all areas, and with considerably lower acquisition and operating costs, thereby confirming for those in charge that the proper solution has been selected.
The advantages of this comprehensive RFID integration not only are technical in nature, but also pay off in cash terms: less time required for system setup; avoidance of expensive downtimes; targeted diagnostics for fast problem solving; maximum performance of the over-the-air interface (between transponder and RFID reader), as well as for the system communication to the controller; and much more. These advantages result in faster (and, thus, more cost-effective) production processes with a higher product quality—and ultimately increase a company’s competiveness.
Markus Weinländer is the head of product management at Siemens’ SIMATIC Ident division.