
Jun 24, 2015Detroit Diesel has turned out more than five million truck engines since it was founded in 1938, and until this year, the manufacturer was using a work process that had been in place for decades. The company, known as Detroit, relied on paper "build books" to provide workers with assembly instructions and checklists for each engine on its manufacturing floor. Given that the company produces a new engine every 2.5 minutes, this required thousands of reams of paper to be printed, delivered and distributed daily to assembly-line operators and then recycled when the job was completed.
Last year, Detroit, which prides itself on its environmentally sustainable practices, decided to take aim at the paper-intensive process. In February 2015, the company adopted Omni-ID's ProView RFID manufacturing solution, which features visual tags that display instructions on an electronic screen, eliminating the use of millions of sheets of paper every year. The solution also allows the company to easily update any changes to an order in real time on the production line.
"The process visibility and control the system provides have created a number of efficiencies for us—not to mention the savings from the paper alone," says Robert Hyden, a Detroit systems engineer who served as project leader on the RFID implementation.
A Push for Paperless Manufacturing
Detroit Diesel builds engines, axles and transmissions for long-haul trucks, such as those from Freightliner Trucks and Western Star Trucks, as well as fire trucks and other heavy-duty vehicles. Demand for its products has been strong, and the company runs three manufacturing shifts a day to keep up. This reflects an overall trend in the market, with heavy-duty truck makers reporting a 15.6 percent year-over-year increase in 2014, the highest level since 2006, according to WardsAuto, a publication that tracks the automotive industry.

Against the backdrop of growing demand, there was a push at Detroit, an affiliate of Daimler Trucks North America, for efficiencies, and the build books were an obvious target, Hyden says. The engines are built to customer specifications, and workers rely on the build book that accompanies each engine on the manufacturing line to direct them as they assemble the engine. Each book contains 40 to 60 sheets of paper (8.5- by 11-inches) filled with a unique set of instructions. Some variations in the design may be relatively small—whether the dipstick goes on the right or left, for example—but all are important for delivering an engine that meets the customer's requirements. All told, Detroit was going through approximately 500 build books daily—seven million pieces of paper annually.
The process of creating and distributing the books was labor-intensive and time-consuming, and the printing requests required a 48-hour lead time. The books were printed off-site by a contractor, packed in storage boxes and delivered to the manufacturing plant each morning. A Detroit employee then had to distribute the books to workers on the vast manufacturing floor, which is divided into four quadrants, each laid out in a quarter-mile loop. If a customer requested a change during production, there was no way to update the build book on the fly. When an update was ready, an employee would have to manually remove the outdated pages from the book, replace them with the new pages and staple the book back together. Assembly-line operators had to jot down notes by hand.
Detroit hired Lowry Solutions, a Brighton, Mich., systems integrator, to help identity options for streamlining the build-book process and cutting paper, ink and printing costs. Lowry recommended using Omni-ID's View 10 tags and its ProView software, which manages the tags and could be integrated with Detroit's existing Hewlett-Packard manufacturing execution system (MES) software.
The battery-powered View 10 tag has a 10-inch screen that displays work instructions. Each tag has 25 megabytes of memory and can store more than 255 pages of data, depending on the compression ratio of the images. The tag includes active RFID, infrared and Wi-Fi technologies to enable various processes. Passive RFID capability is also included, though Detroit isn't using it at this time. In addition, the tags are encased in rugged plastic so they can tolerate harsh manufacturing environments (according to Omni-ID, they can withstand being dropped on concrete at a distance of up to four feet), and they can be reused multiple times.

Rolling Down the Assembly Line
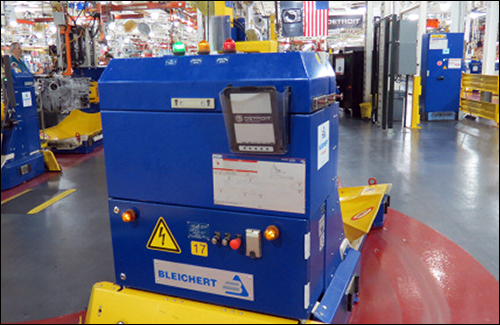
The engines move through up to 60 stations, delivered to each station by an automated guide vehicle (AGV), a mobile robot that maneuvers around the 300,000-square-foot manufacturing floor. The View 10 tags are placed in the AGV pockets, which originally held the build books. Each tag is associated with an engine number, so the correct instructions can be downloaded to the tag to guide assembly. The tags have an infrared antenna on top of them. As the AGVs arrive at a new station on the line, an IR trigger mounted above the station wakes the tag and associates it with the specific AGV and the serialized engine block it carries and then downloads the instructions, which are stored in the manufacturing software system.
Workers use call buttons on the View 10 displays to flip pages on the View 10's screen, wake up the Wi-Fi network or send requests for the delivery of supplies or parts. Using a Web interface, a worker who needs, say, a camshaft, can touch one of the buttons and request the part. The ProView software forwards a message to the appropriate person on the floor to deliver the camshaft to the assembly line, reducing delays. Other commands may be added over time, Hyden says.
The ProView software queries the Detroit servers every 15 minutes to see if a new build book has been uploaded or any updates have been made. When an engine is completed, the AGV carrying it is taken off line and the associated files on the View 10 tag are purged to get the tag ready for its next assignment.
On a typical day, Detroit has approximately 90 AGVs on the plant floor. The company purchased 110 batteries for the View 10 tags, so there are extras recharging at all times, ready to be swapped in when needed, to avoid assembly-line downtime. Battery life is four to seven days; when a battery dips to 20 percent capacity, it is replaced with a freshly charged one.
While all the hardware used in the project was standard Omni-ID products, the middleware and software required some customization. The ProView build-instructions and asset-tracking modules were customized for Detroit.
The Detroit IT team worked with Lowry and Omni-ID's field engineers to evaluate the manufacturing facility, conduct hardware and software field testing and implement the project. The field tests were initially done at Omni-ID's test labs and then at the Detroit plant, where the project team evaluated the strength of the facility's Wi-Fi network to make sure the read range and angle of the infrared triggers performed as needed. Omni-ID's middleware was tested to demonstrate interoperability with the company's Hewlett-Packard MES software to publish the instructions on the tag's display screen instead of paper. The field tests led to adjustments in the placement of the tags and IR triggers to guarantee the necessary read-write ranges.

One challenge in designing and implementing the system was the need for the View 10 tags to interoperate with existing enterprise software systems over the corporate Wi-Fi network. It was critical that no downtime result when the new system was in place. During the design and testing, the project team focused on ensuring the interfaces and network connections were compatible.
No Downtime, Uptime Improvements
The RFID project, which took roughly 12 months from concept to deployment, was phased in, with both the paper and the visual tags in use at first. In February, the visual tags were introduced on the manufacturing line alongside the build books. The transition was smooth and the new process was well received, Hyden says. The changeover to the visual tags was completed in the spring.
To get employees up to speed on how to create the digital build books and download the content to the tags, the RFID team provided systems integration and software training. They also trained line operators on the View 10 functionality, so the workers could navigate through the build-book instructions.
In tallying the benefits of the project, Detroit measured the costs of buying, printing, distributing and recycling the build books. The company expects a return on investment in 15 months from the savings in paper alone. The manufacturer has also saved money on ink and on the reassignment of the employee formerly responsible for delivering the books to the production line. There are other benefits, too, Hyden says. The build instructions are less error-prone because instructions can be updated in real time as changes come in. The MES system sends the updates to the ProView software, which in turn revises the tags. This eliminates time wasted on the assembly line. "Now we have almost immediate accuracy," Hyden says.
What's more, Hyden notes, data about the location of the AGVs is now constantly available, eliminating uncertainty about where a particular engine is in the assembly process and improving visibility for the materials support team, which conveys parts to the assembly line. "We know down to the millimeter where the AGVs are," he says.
With the success and relatively quick payback of the ProView solution, Hyden expects the technology to be adopted elsewhere in the company. The solution is being considered for work-in-process applications in other parts of the plant, and divisions of the company across the globe are evaluating the technology.
"Our sister plants are looking at this," Hyden says. "It's really the first time the technology has existed to do this."
For Hyden, using innovative technologies to streamline operations and improve sustainability practices is part of a bigger story unfolding on the factory floors at Detroit and elsewhere in the Motor City, where the automotive industry, not long ago all but given up for dead, is now thriving. "You can knock us down, but we are coming back," he says. "We're very proud of it."
Photos: Detroit Diesel.